您当前的位置:商助贸易宝 » 富锦商助贸易宝 »富锦产品 » 质量靠谱的弯管机厂家
质量靠谱的弯管机厂家
更新时间:2026-06-03 17:25:34 ip归属地:佳木斯,天气:多云转小雨,温度:11-24 浏览:1次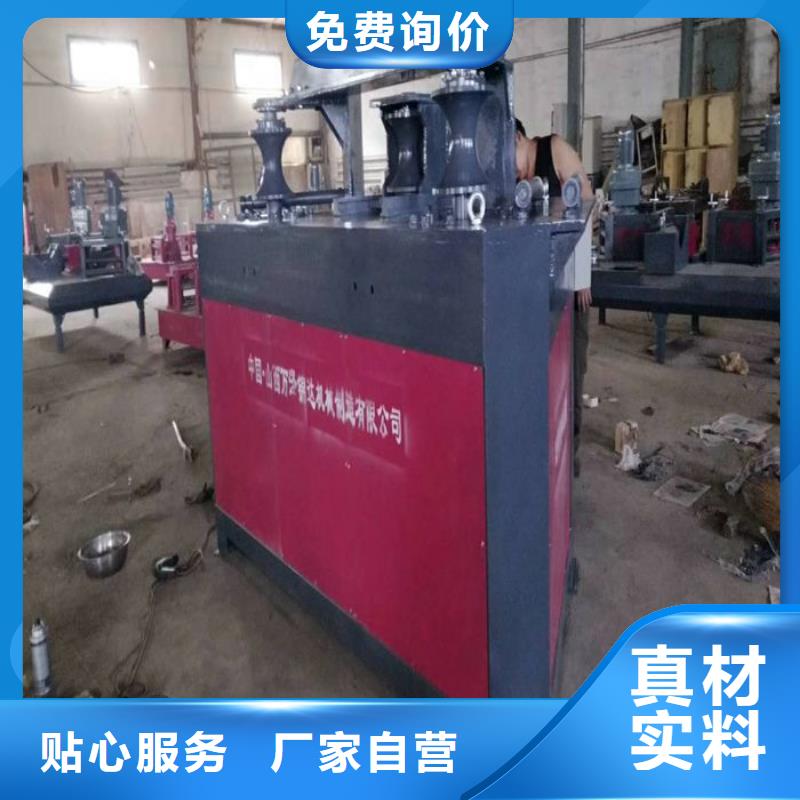
- 发布企业
- 万泽锦达机械制造(佳木斯市富锦市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 钻井泥浆泵
- 所在地
- 太原小店区208国道东蒲村东蒲路一号
- 联系电话
- 手机
- 联系人
- 程韩 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:佳木斯市富锦市质量靠谱的弯管机厂家的产品参数
【万泽锦达】为客户提供多样化产品,包括桦川钻井泥浆泵热销产品、桦南钻井泥浆泵原厂制造、同江钻井泥浆泵厂家直销省心省钱、抚远钻井泥浆泵好货直销等,适配多元场景需求。在佳木斯市富锦市本地采买质量靠谱的弯管机厂家到万泽锦达机械制造(佳木斯市富锦市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:程韩-【】。 黑龙江省,佳木斯市,富锦市 富锦市,黑龙江省辖县级市,由佳木斯市代管,位于黑龙江省东北部,三江平原腹地,松花江下游南岸。东经131°25′至133°26′,北纬46°45′至47°45′至47°37′之间,属中温带大陆性季风气候,四季分明,总面积8227.16平方千米。截至2022年10月,富锦市辖2个街道、11个镇。市人民政府驻富锦镇中央大街416号。截至2022年末,富锦市户籍总人口441247人。
想要更直观地了解质量靠谱的弯管机厂家产品吗??产品视频,带你走进产品世界
以下是:佳木斯富锦质量靠谱的弯管机厂家的图文介绍

冷弯机买回来就加入了使用,由于一直工作会对冷弯机部件磨损的很严重,随意我们也要对冷弯机进行,让冷弯机的寿命可以长,尽可能的少一些支出。而冷弯机比较重要的就是就是有应为冷弯机是用油为介质的,做好油的工作。然后就是用后的清洁工作,不仅用后清洁用前也要清洁避免一些杂物掉入操作台对型钢进项时期达不到状态。后就是对冷弯机地性能如何操作进行深入的学习,避免在操作时的错误对冷弯机和型钢造成没必要的损伤。
WGJ系列冷弯机是我厂的一种多功能型钢冷弯设备,。主要用于C型钢、圆管、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。采用数显编码器编程,使液压定位准确,所弯型钢一次自动成型,效率高、操作方便。并且加工精度大,主要应用于,地铁,水电站,地下洞室等。具有传动平稳,压力大等特点,采用编码器定位,能准确定位。
液压冷弯机所制型钢的尺寸精度高,扭曲变形小,弧度圆滑均匀。还可根据用户的不同需要,搭配不同的部件,实现对钢轨、圆管、H钢、方管、矩形管等材料进行冷弯加工,具有效率高、易运输、操作方便等优点。

冷弯机组成:
它由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成。在冷弯结束时,关闭机械传动系统 , 同时启动液压系统 , 使液压缸收回。将冷弯型钢放置在辅助系统 的门式托架上即可。
冷弯机在市场上叫法比较多:弯拱机、煨弯机、弯曲机、弯弧机、折弯机、拉弯机、滚弯机等。
250弯拱机
操作规程:
调度滑块行程时,调量小于100,避免损坏机器。
按所折板料厚度、挑选恰当模口,模口规范通常等于或大于8倍板料厚度。
折弯狭板料时,应将体系作业压力恰当下降,避免损坏模具。
查看油箱油位,建议油泵查看液压管道、油泵有无异常。
由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不大于1000KN。
查看托料架、挡料架及滑块上有无异物,如有异物,应拾掇洁净。
发作异常当即停机,查看缘由并及时清扫。
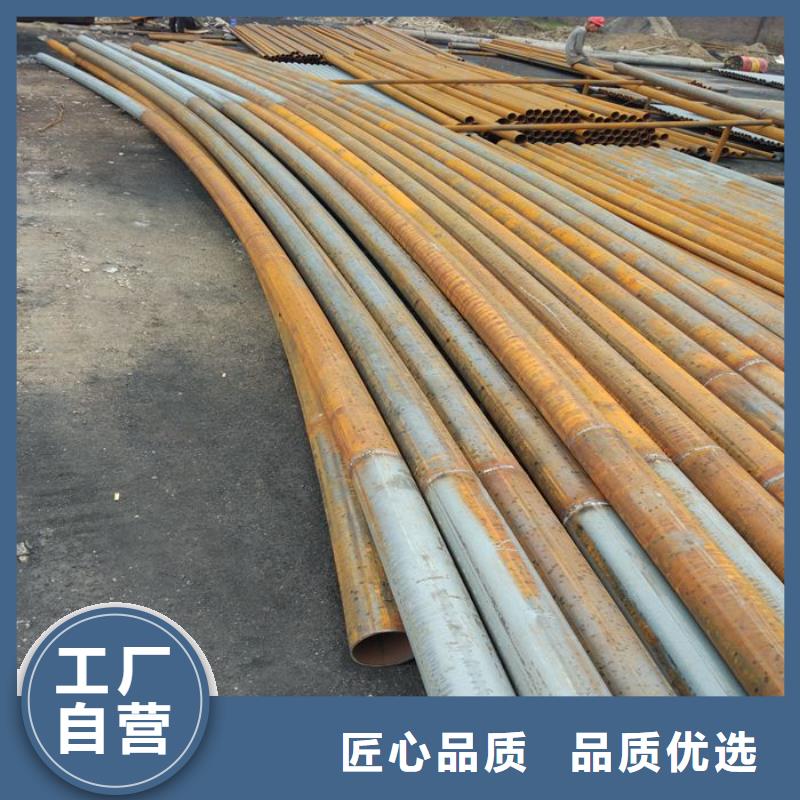
1、工程范围:隧道掘进支护、拱桥骨架搭建施工、高速公路弯道围栏、矿井巷道支护、粮仓架棚施工、厂房骨架搭建、涵洞支护、斜井支护、水利水电工程施工以及其他一些钢梁拱架施工中。
2、钢材范围:工字钢、槽钢、U型钢、H钢、角钢、C型钢、轨道钢以及一些非标异形钢。
3、弯曲半径范围:小可达2米
4、弯曲弧长范围:小可弯曲4米长度的钢材。



冷弯机试机:为工作顺利,在开始工作前一定要把数控冷弯机调试好。1.检查冷弯机电源是否正常。2.检查冷弯机电机油泵组是否正转。3.将冷弯机压力表开关打开,溢流阀调压手轮松开。4.点动电机,检查冷弯机方向是否正确。5.检查冷弯机电液阀和点动开关是否正常。6.一切工作无误后,启动电机,将油压调至10Mpa,试运行数控冷弯机三分钟左右,如果运转正常,正式工作。
冷弯机操作流程1.检查冷弯机上下模的重合度和坚固性,检查各定位装置是否符合被加工的要求。2.在上滑板和各定位轴均未在原点的状态时,运行回原点程序。3.严格遵守冷弯机工操作规程,按规定穿戴好劳动防护用品。4.启动前须认真检查冷弯机电机、开关、线路和接地是否正常和牢固,检查设备各部位。按钮是滞在正确位置。5.冷弯机启动后空运转1—2分钟,上滑板满行程运动2—3次,如发现有不正常声音或有故障时应立即停车,将故障排除,一切正常后方可工作。
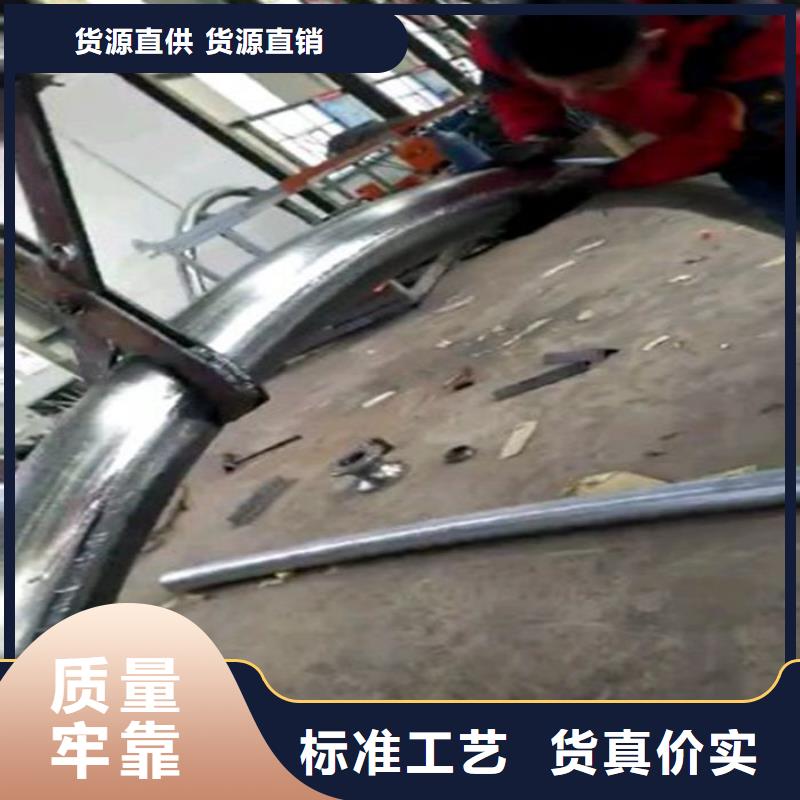
液压圆管冷弯机是工地上常见的一种工程设备,它在,涵洞,煤矿,地质灾害等工程中都会有着的应用。它在工程中主要对圆管,U型钢,槽钢,角钢等钢材开展弯曲变形而不改变钢材力学性能,缘于用于圆管的弯曲所以又称之为圆管冷弯机,圆管弯曲机及圆管弯拱机等。



佳木斯富锦山西万泽锦达机械制造有限公司已有多年的生产历史,实力雄厚,自建厂至今一直把信誉、质量放在首位。本公司主要产品有【钻井泥浆泵】。在当前日益激烈的市场竞争中,我厂更将一如既往地追求产品的精益求精,不断加深企业科学管理的力度,提高产品的科技含量 ,不断完善热情的售后服务,期待您的光临惠顾 ,欢迎各界新老客户前来参观、考察、洽谈贸易,愿与您在成功的道路上携手合作,共创辉煌。
。


液压冷弯机的保养维护
液压冷弯机买回来就加入了使用,由于一直工作会对液压冷弯机部件磨损的严重,我们也要对液压冷弯机进行保养,让液压冷弯机的寿命可以更长,尽可能的少一些支出。而液压冷弯机比较重要的就是就是有应为液压冷弯机是用油为介质的,必须做好油的工作。然后就是用后的清洁工作,不仅用后清洁用前也要清洁避免一些杂物掉入操作台对型钢进项理想状态。就是对液压冷弯机地性能如何操作进行深入的学习,避免在操作时的错误对冷弯机和型钢造成没必要的损伤。
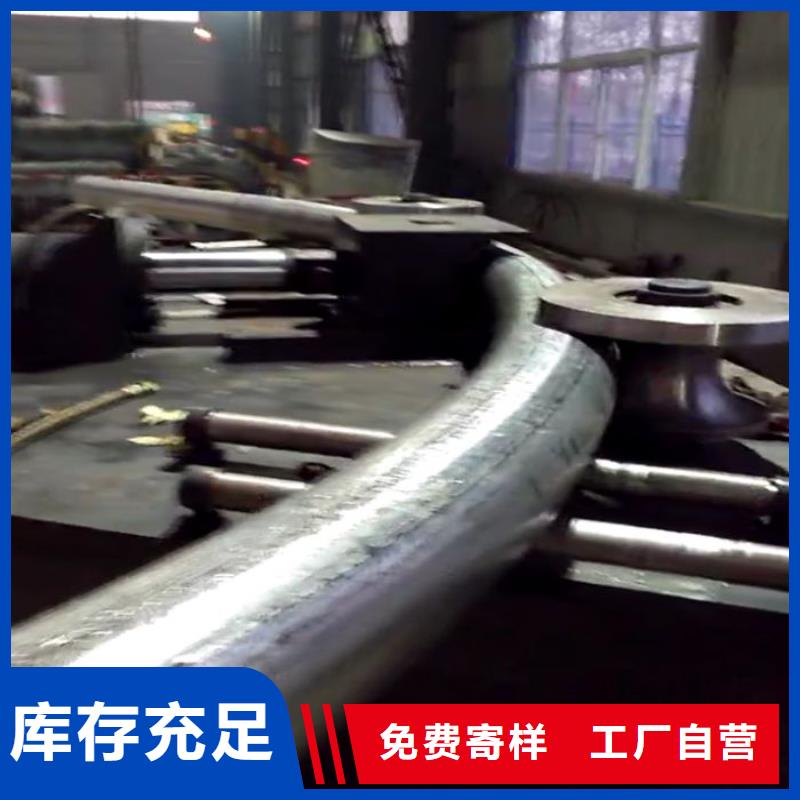
工作原理:
把型钢放在冷弯机上,与减速器带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制油缸工作,工作油缸推进,将工字钢与三个支撑滚轮压紧并未发生弯曲变形时开始计算,油缸再推进的长度进程为每次10mm-15mm,开主电机正转或反转,由主电机带动工字钢工作,反复操作,达到所需为止。


选购质量靠谱的弯管机厂家来佳木斯市富锦市找万泽锦达机械制造(佳木斯市富锦市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:程韩-【】,地址:[太原小店区208国道东蒲村东蒲路一号]。